


I en serie om två artiklar förklarar AMB kortfattat den systematiska metodik som tillämpas inom företaget för att hitta den optimala formsprutningsprocessen för varje produkt. Metodiken bygger på bästa praxis inom formsprutande företag idag.
Vad är Scientific Injection Moulding? En introduktion.
Formsprutning är den vanligaste tillverkningsmetoden för massproduktion av detaljer med komplexa geometrier som kräver precisa dimensioner. Den traditionella metodiken för att ställa in formsprutningsprocessen för en viss produkt baseras ofta på tidigare erfarenhet. Men med ständigt ökande krav på produktivitet och repeterbarhet finns det behov för ett strukturerat arbetssätt baserat på fakta. Detta systematiska angreppsätt har inget vedertaget svenskt namn så vi använder därför engelskans Scientific Injection Molding (SIM).
Från en strikt fysikalisk synvinkel finns det bara en handfull parametrar som faktiskt påverkar beteendet hos plastmaterialet i formsprutningsverktygets formrum eller kavitet. På grund av de senaste decenniernas utveckling av formsprutor med kraftfulla styrsystem finns det idag stora möjligheter till processkontroll och övervakning. Det är emellertid lätt att förlora sig i maskinens 30–40 processparameterinställningar i stället för att fokusera på några grundläggande parametrar.
SIM är en systematisk steg för steg-metod som, om den tillämpas korrekt, ger ett bra beslutsunderlag när man tar fram sin formsprutningsprocess för en ny detalj.
Formsprutningens processcykel består i grunden av följande faser:
- Formstängning
- Formfyllnad
- Packning
- Kylning
- Formöppning och utstötning
För att optimera detaljens produktkvalitet och produktionskostnad är fyllning, packning och kylning de viktigaste faserna att arbeta med.
Följande avsnitt beskriver en väletablerad och accepterad procedur för att ta fram och dokumentera lämpliga parametrar för formsprutningsprocessen. De olika stegen kan enkelt överföras till mallar för praktisk användning av formsprutningstekniker och ställare vid formsprutan.
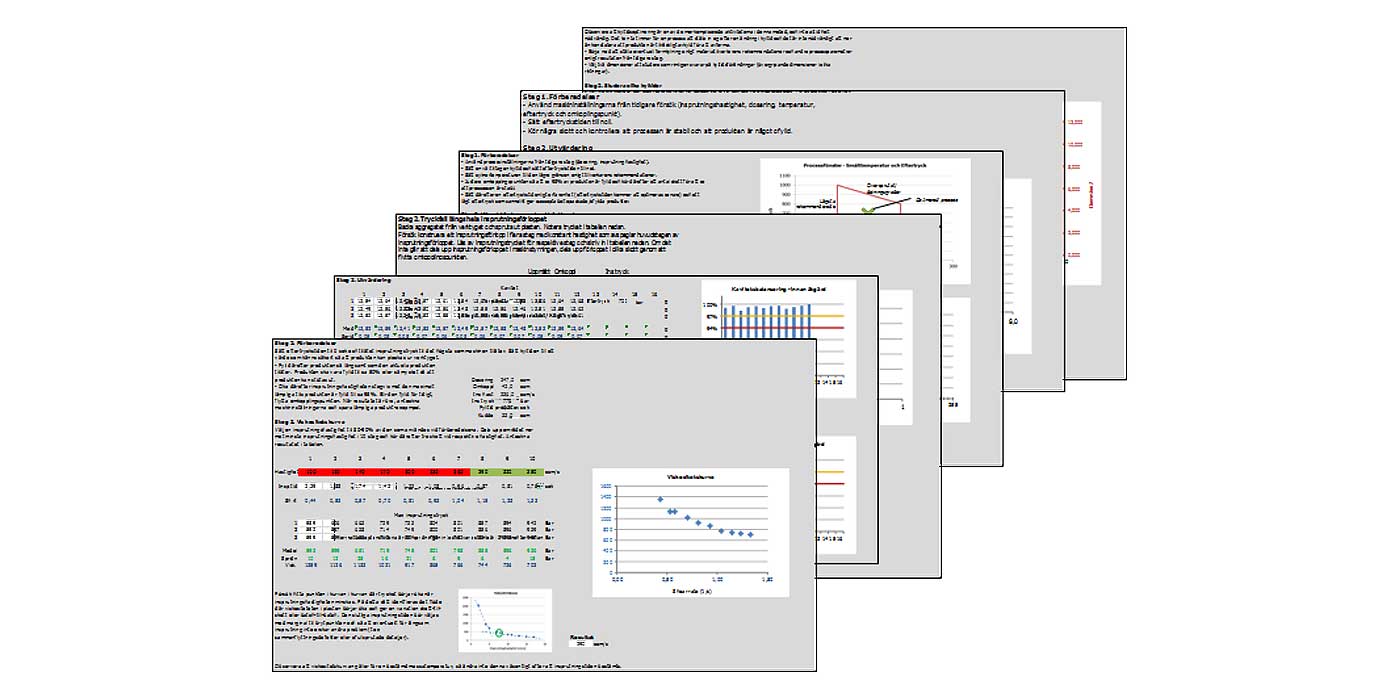
Figur 1. Mallar för SIM som används på AMB.
Följande sex steg kommer vi att gå igenom:
- Formrumsfyllning – viskositetskurvan
- Formrumsbalansering
- Tillgängligt insprutningstryck – tryckfall
- Processfönster
- Eftertryckstid
- Finjustering av kyltid
Nu kör vi …
1. Formrumsfyllning – viskositetsstudie
Polymera smältor är icke-newtonska vätskor, vilket innebär att de blir mer lättflytande ju mer smältan utsätts för skjuvning. Denna skjuvningsförtunning är avgörande för hur snabbt man bör fylla formrummet och därför är huvudsyftet med det första steget att ta reda på vid vilken skjuvningshastighet viskositetsändringen planar ut. Se exemplet i figur 2 nedan.
Det är viktigt att separera fyllnads- och packningsfaserna i processen. På engelska används begreppet ”decoupled moulding”. Plastens viskositet påverkas som sagt starkt av dess flödeshastighet och därför är det viktigt att fyllnadsfasen styrs av smältans flöde, det vill säga insprutningshastigheten. Packningsfasen är däremot beroende av trycket i formrummen då plastflödet är mycket lågt och styrs därför av insprutningsenhetens eftertryck. Här har vi alltså grunden till terminologin att insprutningsfasen bör vara separerad från packningsfasen.
Omkopplingspunkten i maskinen, alltså övergången mellan fyllning och packning, definieras av skruvens position när en bestämd mängd plastsmälta, motsvarande cirka 95–98% av detaljens slutliga vikt, har sprutats in i formen. De återstående få procenten fungerar som en buffert för till exempel batchvariationer i plastmaterialets smältaegenskaper.
Viskositetskurva

Figur 2. Ett exempel på en viskositetsstudie som visar förhållandet mellan insprutningshastighet (skjuvningshastighet) och viskositet.
2. Formrumsbalansering
När det gäller verktyg med flera formrum är det viktigt att minimera eventuella skillnader i hur de olika formrummen fylls. En obalanserad fyllning medför olika egenskaper hos de färdiga plastdetaljerna från de olika formrummen och försvårar också avluftningen av formverktyget eftersom vissa formrum fylls i en högre hastighet än avsett jämfört med om alla vore balanserade.
En bra åtgärd för att balansera ett ojämnt verktyg är vad vi just gått igenom i steg 1, det vill säga att hitta en insprutningshastighet som är tillräckligt hög för att minimera viskositetsberoendet av flödet. För långsam insprutningshastighet kan, som vi diskuterade ovan, få viskositeten att variera mellan cyklerna med direkt inverkan på formrumsbalansen. Om man kan se en variation från skott till skott av vilket formrum som fylls först kan man ofta lösa detta genom att öka insprutningshastigheten.
Målet är att nå maximalt 5% i viktskillnad mellan de olika kaviteterna, för okritiska standardprodukter respektive max 3% för mer kritiska detaljer. Om en ökad insprutningshastighet inte räcker för att balansera formrummen är en ändring av smältatemperatur och översyn av verktygstemperering åtgärder som ofta förbättrar situationen. Är detta inte tillräckligt kan man exempelvis kontrollera ingötsdimensioner och funktionen på en eventuell värmekanal.
Formrumsbalansering
Figur 3. Studie av skillnad i fyllning (i %) mellan formrummen i ett 12-kavitetsverktyg.
3. Tillgängligt insprutningstryck – tryckfall
Den formsprutningsmaskin som ska användas för det aktuella verktyget och detaljen har ett maximalt tillgängligt insprutningsstryck. Detta tryck måste vara tillräckligt högt för att täcka alla förluster längs smältans flödesväg med början i cylindern. En process som överskrider maskinens tillgängliga tryck, det vill säga en tryckbegränsad process, resulterar i detaljer med ojämn kvalitet eftersom maskinen inte kommer att kunna upprätthålla den önskade insprutningshastigheten. I synnerhet om högpresterande högtemperaturmaterial används är detta ett mycket viktigt steg i processinställningen.
Planeringen för att undvika en tryckbegränsad process startar redan vid formgivningen av en ny detalj. Ett av de viktigaste resultaten från en simuleringsstudie är tryckfallet i hålrummet, vilket aldrig bör överstiga 100 MPa (1000 bar) insprutningstryck (se exemplet i figur 4 nedan).

Figur 4. Insprutningstryck i ett formrum beräknat i en formfyllnadssimulering.
När man sedan utför tester med verktyget installerat i formsprutan fylls successivt munstycket, ingötskanal och intag och stegvisa sektioner av detaljen utan någon aktiverad tryckbegränsning i formsprutan. Vi får nu en tryckfallskurva, se nedan. Om detalj- och verktygskonstruktionen är korrekta finns det tillräckligt mycket marginal mellan det önskade trycket och det tillgängliga maskintrycket. Om inte, måste temperaturen på plastsmältan höjas och eventuellt kan det också finnas behov för ändringar i verktygs- och/eller detaljkonstruktionen.
Tryckfall under formrumsfyllning
Figur 5. Resultatet av en tryckfallsstudie.
Y-axel: Tryck (bar). X-axel: Skottvikt (g).
Sammanfattning – del 1
I de här beskrivna tre inledande stegen för Scientific Injection Moulding har vi gått igenom grunderna för hur man fyller formrummet med plastsmältan. I nästa del av denna artikel kommer vi att beskriva hur man tar fram ett processfönster med avseende på smältatemperatur och eftertryck samt vilken tid vi behöver för eftertryck och kylning. Vi har då erhållit grundläggande processparametrar för en stabil process som producerar detaljer av god kvalitet.
Läs även Scientific Injection Moulding – del 2.