

AMB erbjuder formsprutning av plastprodukter och plastkomponenter för industri, medicinteknik och Life Science. Genom modern maskinpark, kvalitetssäkrade processer och omfattande kompetens inom materialval, verktyg och industrialisering skapar vi förutsättningar för en effektiv, hållbar och konkurrenskraftig serieproduktion.

Vill du veta mer om hur AMB kan hjälpa er?
Kontakta Martin på telefon (+46) 72 733 99 30 eller mejla mo@amb.se för en första dialog.
Formsprutning på AMB
AMB har arbetat med plast sedan starten 1946 och blev på 1950-talet ett av de första företagen i Sverige att formspruta termoplaster.
Det finns få begränsningar i vad plastmaterial kan användas till och det avspeglas också i AMB:s bredd av formsprutade komponenter; från medicintekniska engångsprodukter och konsumentprodukter till komponenter i industriella applikationer som utsätts för riktigt tuffa miljöer.
Formsprutningstekniken och plasterna har utvecklats enormt och AMB har följt med på den resan. Vi erbjuder idag de modernaste formsprutorna, funktionella och ekonomiska formverktyg och de plastmaterial som är bäst lämpade för sina respektive användningsområden. Kompletterat med vår långa erfarenhet och kunniga medarbetare ser vi till att optimera kundernas produkter produktionstekniskt och ekonomiskt.
Formsprutningen är basen i AMB:s erbjudande som även omfattar vidare förädlingssteg som ytbehandlingar och montage av kompletta plastbaserade produkter.

AMB har ett 40-tal robotbestyckade formsprutor.
Viktigt att komma in tidigt i projektet
Men kunskapen om material och moderna maskiner räcker inte. Genom våra erfarna projektledare och processtekniker kan vi tillsammans med kunden skapa goda förutsättningar för att den formsprutade detaljen blir tillverkad på ett ekonomiskt, effektivt och hållbart sätt och därför vill vi helst komma in tidigt i ett projekt.
Först görs en granskning av den tänkta plastdetaljen där hänsyn tas till kundens krav och produktens användningsändamål med mera för att sedan kombinera allt detta så att produkten kan produceras på ett optimalt sätt. En sådan genomgång tillsammans med kunden är många gånger avgörande för slutproduktens funktion och kan spara mycket tid och pengar.
Formfyllnadssimulering, eller formfyllnadsanalys, är ett viktigt hjälpmedel i utvärderingen av en detaljs producerbarhet. Rätt utnyttjat kan man utifrån detaljens teoretiska design förutse förutsättningarna att nå önskat resultat i formsprutningsprocessen, det vill säga en viktig koppling mellan designingenjören och produktionsgolvet som minskar risken att produktionstekniska problem byggs in i detaljkonstruktionen.
Därefter konstrueras och tillverkas formverktyget och parametrar för formsprutningsprocessen tas fram. För att ta fram dessa parametrar följer vi ett standardiserat arbetssätt. Läs gärna våra artiklar om SIM, Scientific Injection Moulding.
Först efter verifiering och i vissa fall validering följt av kundens acceptans kan produktionen starta. Naturligtvis görs löpande kvalitetskontroller under volymproduktion för att verifiera att produkten fortsatt uppfyller kraven.
Inköp av formverktyg
AMB har under lång tid arbetat upp relationer med duktiga verktygsmakare både i Sverige och utomlands för att skaffa funktionella verktyg till rätt pris. Och i det sammanhanget finns det många faktorer att ta hänsyn till innan köpet. Sliter fyllnadsmaterialet i plasten på stålet? Då måste ett tåligare stål väljas. Är det mer ekonomiskt att ha två formrum/kaviteter i stället för bara ett? Och så vidare.
Principen är att AMB köper in verktyget för kundens räkning men att kunden äger verktyget. Verktyget är ofta en stor investering och därför är det viktigt att ha en idé om hur många producerade plastämnen kostnaden kan fördelas på under dess livstid.
Plastmaterialet
Det finns över 80 000 varianter av termoplaster, som är den typ av plaster för formsprutning som AMB använder. Det finns också ett mycket stort utbud av plastsorter att välja emellan. Ändamålet styr valet av plastmaterial och det krävs gedigna kunskaper om vilken plast som kan ämna sig bäst för en viss funktion och ett visst utseende. Ska plasten sedan svetsas, metalliseras, lackeras eller limmas? Hur ska ytan se ut och hur är det med formstabiliteten? Kan man rengöra plastdetaljen med rengöringsmedel eller desinficera med sprit? Och så vidare. Valet är därför inte enkelt och kräver både kunskap och erfarenhet samt bra relationer till olika plastleverantörer för att hitta bästa möjliga material till rätt pris.
Avancerad produktionsteknik
I vår maskinpark finns idag ett 40-tal energisnåla och moderna formsprutor som producerar detaljer med vikter från 0,1 gram till drygt ett kilo. För att uppnå en optimal produktionsekonomi och att säkerställa en hög kvalitetsnivå strävar vi efter en hög automationsgrad och samtliga formsprutor är utrustade med någon form av robot, antingen för en säker plockning ur formsprutningsverktyget, för 100% optisk kontroll eller för ett direkt efterföljande processteg såsom montage på lackeringsfixturer.
Förutom formsprutning i ordinär produktionsmiljö har vi också formsprutning i renrum för medicintekniska applikationer.
Formsprutning i renrum
AMB erbjuder även formsprutning i renrum (klass 8) som ofta behövs för medicintekniska produkter som ska steriliseras. Produktionen i renrum kräver ytterligare kunskaper i anpassad produktionsteknik och det ställs höga krav på medarbetarna som ska arbeta i renrummet.
Kontakta oss om formsprutning



Formsprutning – så funkar det
Formsprutning är en process som huvudsakligen används inom plastbearbetning
Formsprutade detaljer produceras som regel i stora antal till en relativt låg kostnad. Förutom konstruktionsarbetet utgör verktygskostnaden en stor del av de nödvändiga investeringarna innan produktionen kan starta. Detta innebär att det ofta måste produceras några tusentals detaljer innan verktygsinvesteringen lönar sig genom omfördelning av dess kostnader på de producerade detaljerna. Å andra sidan kan verktygen ofta användas för att tillverka flera hundratusen eller till och med miljontals detaljer.
Formsprutningen tillåter ett nästan fritt val av former och släta eller strukturerade ytor i olika mönster. Dessa möjligheter i kombination med kostnadseffektiviteten gör formsprutning till den vanligaste processen för massproduktion av plastdetaljer inom praktiskt taget alla områden.
Inom formsprutningstekniken används en mängd olika polymerer, som grovt kan delas in i termoplaster, termoelaster, härdplaster och gummimaterial. AMB arbetar med termoplaster och termoelaster.
Formsprutning av termoplaster
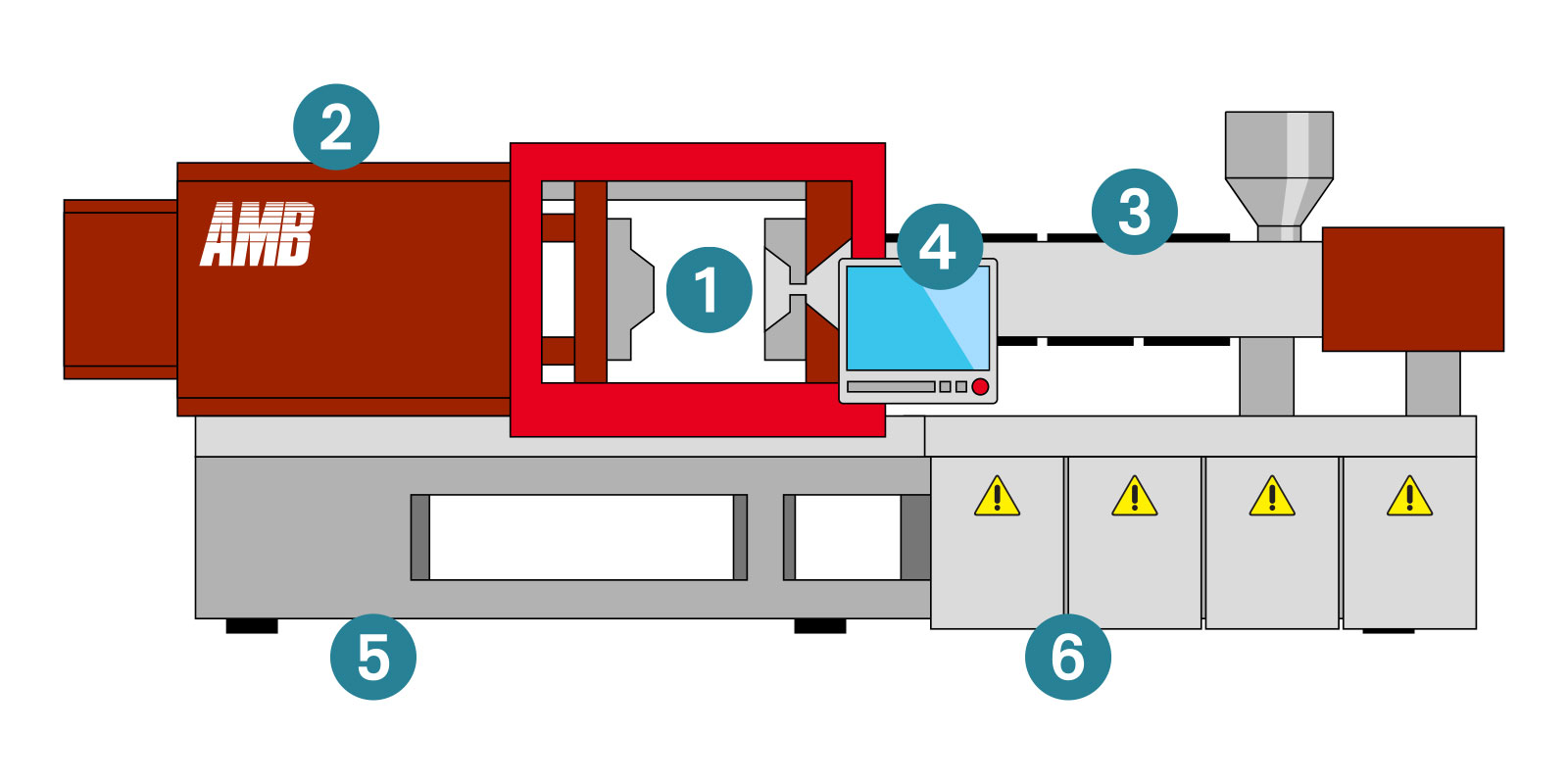
(1) Formverktyget. (2) Låsenhet. (3) Insprutningsenhet med element. (4) Manöverpanel. (5) Maskinstativ. (6) Styrskåp.
Formsprutningsmaskinen (formsprutan)
Lite förenklat kan man dela in en formspruta i två huvudenheter förutom det bärande stativet och styrenheterna.
Den första delen är insprutningsenheten som består av en cylinder och en skruv som värmer och bearbetar plasten så att den smälter – plastificeras – och därmed blir formbar. Smältan pressas sedan in i formverktyget. Låsenheten håller formverktyget stängt genom processen tills plastdetaljen har kylts ned till en temperatur som ger den formstabilitet.
Formverktyget
Användningen av olika formar är en mycket gammal teknik där olika material använts för formen beroende på detaljens material och beskaffenhet. Den stora skillnaden är ofta att vissa formar bara kan användas en eller några gånger. En formsprutningsform av stål ska ofta kunna användas för tusentals eller till och med miljontals skott för att vara ekonomisk. Ett skott kan bestå av en eller flera plastdetaljer, beroende på hur många formrum – kaviteter – som formverktyget innehåller. Alla formar slits och rätt konstruktion samt val av rätt stålkvaliteter måste göras för längsta möjliga hållbarhet.
Bilden visar ett formverktyg vars två halvor tillsammans bildar formen för plastdetaljen. När halvorna har stängts sprutar man in flytande plastmaterial som sedan stelnar. Sedan öppnas verktyget igen och den formsprutade detaljen kan skjutas eller plockas ut.

Formverktygets delar
Formverktyget, som visas schematiskt ovan, kan bestå av flera hundra enskilda delar (verktygskomponenter). För att hålla nere verktygskostnaden eftersträvar man att ha så få verktygsunika komponenter som möjligt och i stället använda standardkomponenter.
Formverktyget är indelat i två halvor: en fast och en rörlig halva. I båda halvorna finns en eller flera kaviteter (formrum) med den negativa geometrin som när verktyget är stängt bildar formen på plastdetaljen. Efter att plasten har sprutats (egentligen pressats) in i kaviteten, kylts och stelnat i den stängda formen dras formhalvorna isär igen. Plastdetaljen förblir oftast i den rörliga halvan och stöts ut med ett separat utstötarpaket som ofta består av olika utstötarpinnar. Geometrin hos den formsprutade delen bör ha minimalt med underskärningar i öppningsriktningen. Om plastdetaljen har underskärningar eller hålrum måste rörliga kärnor byggas in i verktyget. Dessa måste konstrueras så att de mekaniskt eller hydrauliskt styrs in i kaviteten vid stängning av verktyget och sedan dras tillbaka vid eller efter verktygsöppningen innan utstötningen.
Här har bara principerna för ett formsprutningsverktyg presenterats. Beroende på plastdetaljens beskaffenhet kan en form vara mycket komplex för att åstadkomma de önskade geometrierna. Då kan även ett verktyg med bara en kavitet bli mycket kostsamt.
Formsprutningsprocessen
Moderna formsprutor har datoriserade styrenheter där hela processen kan programmeras, övervakas och lagras. Första steget är att ta fram processparametrar för den aktuella detaljen för att sedan skapa ett inställningsprotokoll som i serieproduktion ska följas vid varje produktionstillfälle.
Själva formsprutningsprocessen är indelad i dessa steg:
1. Plastificering (smältning)
2. Dosering och stängning
3. Insprutning
4. Eftertryck
5. Avkylning
6. Avformning och utstötning

1. Plastificering
Det termoplastiska plastgranulatet faller sakta ner i hålrummen av den roterande skruven inuti cylindern.
Genom skruvens rotation transporteras granulatet i riktning mot munstycket och smälts, dels genom att cylindern är uppvärmd av elektriska element på utsidan, dels genom friktionsvärmen som uppstår när materialet pressas och skjuvas av rotationen. Smältans temperatur beror på det aktuella plastmaterialet, men ligger på 190°C för de enklaste konstruktionsplasterna upp till en bra bit över 300°C för t.ex. glasfiberarmerade polyamider.
Smältan samlas framför skruvspetsen. Eftersom skruven är axiellt rörlig drar den sig tillbaka på grund av trycket och skruvar ut sig själv från massan som en korkskruv. Bakåtrörelsen bromsas av en hydraulcylinder eller elektriskt, så att ett mottryck byggs upp i smältan. Detta dynamiska tryck i samband med skruvrotationen komprimerar och homogeniserar materialet.
2. Dosering och stängning
Skruvens läge mäts och så snart en tillräcklig mängd material för plastdetaljen har matats fram är doseringsprocessen avslutad och skruvrotationen stoppas. Skruvens tryck släpps så att smältan dekomprimeras.
Sedan stängs formen genom att den rörliga delen av formen förs mot den fasta delen. Efter detta måste ett tryck byggas upp som håller formen stängd eftersom insprutningen av plastmaterialet sker under högt tryck. Detta tryck måste balanseras så att inte plastmaterial ska kunna tränga ut ur formen och bilda grader där formhalvorna möts. Å andra sidan får trycket inte vara för högt så att det skadar formen eller att inte luften från kaviteten kan komma ut på ett kontrollerat sätt.
Det finns olika låssystem och de kan till exempel bestå av en konstruktion som liknar en utsträckt knäled eller av en hydraulcylinder. Formlåsningen kan därför åstadkommas mekaniskt, hydrauliskt eller hydromekaniskt.
När man talar om en formspruta definieras den ofta genom dess nominella låskraft; till exempel att den är en ”30-tonnare”.
3. Insprutning
Efter att verktyget har låsts och den nödvändiga låskraften uppnåtts börjar insprutningsfasen. Då flyttas sprutenheten fram så att munstycket ligger an mot verktygets ingötsbussning. Insprutningsenheten trycks mot verktyget vilket förhindrar läckage av plastsmältan mellan munstycket och formverktyget under insprutningen. Sedan pressas smältan under högt tryck (500–2000 bar) in i verktygets hålrum och den mekaniska backventilen i främre delen av skruven hindrar smältan från att flyta bakåt in i skruven. Insprutningen går till så att skruven flyttas framåt utan att rotera. Insprutningshastigheten alstrar skjuvkrafter i smältan, vilket gör att smältan lättare kan flyta.
Insprutningen är hastighets- eller tryckstyrd och det nödvändiga variabla trycket åstadkoms hydrauliskt eller elektriskt, beroende på maskintyp. När formen i verktyget är fylld med smältan blir denna komprimerad och det är dags att gå över till eftertrycksfasen.
4. Eftertryck
När plastdetaljen kyls ner genom verktygets väggar börjar den att krympa. Detta kompenseras genom insprutning av mer material under eftertrycksfasen, och beroende på plastens egenskaper och plastdetaljens utformning kan det handla om upp till 20% av volymen. Eftertrycket anpassas för att balansera mellan sjunk, skevning och inre spänningar.
Allteftersom smältan stelnar blir det allt svårare att påverka materialet och till slut nås förseglingspunkten genom att intaget till formen ”fryser”. Då kan eftertrycksfasen avslutas.
Man kan ta reda på den optimala eftertryckstiden genom att under inställningen av processen väga plastdetaljen. När viktutvecklingen avtar har intaget stelnat och smältan kan inte påverkas längre.
5. Avkylning
Verktyget måste förbli stängt efter eftertrycksfasen eftersom plastdetaljen måste kylas ytterligare innan det kan tas ur formen. Kylningen sker genom vätskekanaler i verktyget. Det är godstjockleken som avgör kyltiden. En dubbelt så stor godstjocklek av samma plastämne kan innebära en fyrdubblad kyltid.
Kylningen sker genom att tempererat vatten eller – när högre temperaturer krävs för somliga plastmaterial – upphettad olja som strömmar genom formen.
Medan kylningen pågår kan skruven plastificera nästa skott.
6. Avformning och utstötning
När plastdetaljen har kylts färdigt kan formverktyget öppnas och detaljen tas ut så att nästa skott kan påbörjas. I början måste öppningen ske med låg hastighet då ett vakuum kan ha uppstått i formrummet och för att eventuella backar och kärnor ska kunna dras tillbaka utan att skadas. Man försöker att optimera hur stor öppningen mellan formhalvorna ska vara för att minska cykeltiden.
När formöppningen är avslutad avformas plastdetaljen genom utstötare som finns i verktygets rörliga halva. Antingen faller detaljen då ner i en behållare eller så plockar en operatör eller robot detaljen ur formen. De flesta moderna formsprutorna, liksom de på AMB, har en robotcell kopplat till varje formspruta. Roboten kan exempelvis klippa av ingötstappen, positionera plastdetaljerna för vidare förädling, montera eller packa detaljen direkt.
Cykeltid
Cykeltiden är den tid det tar från att verktyget stängts tills ett nytt skott kan göras. Tid är pengar i all produktion och speciellt när många detaljer ska produceras på kortast möjliga tid för att få fram de volymer som behövs.
Vid inställningsprocessen är det därför viktigt att hitta en optimal process med bra balans mellan cykeltid och detaljens kvalitet. Se även vår artikel om SIM, scientific injection moulding, som i två delar beskriver hur man kan angripa denna problematik på ett systematiskt sätt.
Mätning
Den formsprutade detaljens slutgiltiga mått påverkas av de komplexa skeendena under formsprutningsprocessen. Att måtten av den formsprutade plastdetaljen är inom de angivna och överenskomna toleranserna kontrolleras därför genom stickprov på produktionsbatchen. AMB har ett mätrum med olika mätutrustningar samt nödvändig kunskap om mätning för att kontrollera de flesta måttkraven.
Teknikutvecklingen har även medfört att man genom bland annat röntgenteknik kan se samtliga geometrier hos en detalj och mäta dessa, vilket inte alltid är möjligt med konventionella mätmetoder. AMB samarbetar därför med olika underleverantörer för att kunna mäta upp även komplexa plastdetaljer.
Referensprojekt

Anybus® Wireless Bridge II – trådlös kommunikation för industrin
Kund: HMS, Halmstad
Utmaning: Att tillverka höljesdetaljer med hög precision och integrerade ljusledare för industriell trådlös kommunikation
AMB:s lösning:
- Formsprutning av nio komponenter i PC/ABS och PMMA
- Produktion av höljen med anpassade öppningar för ethernet och antenner
- Utveckling av dispenserad packning som alternativ till stansad EDPM-tätning

Lucas – räddar liv med jämn kvalitet
Kund: Jolife (Stryker), Lund
Utmaning: Att tillverka en medicinteknisk produkt med krav på spårbarhet och kvalitetssäkring
AMB:s lösning:
-
Formsprutning och komponentinköp
-
Montering, sluttest och packning enligt ISO 13485
-
Leverans färdigpackat till kundens lager
Vanliga frågor och svar om formsprutning
Formsprutning används för att tillverka plastprodukter genom att smälta plastgranulat som under högt tryck sprutas in i en form. Metoden är effektiv och kan producera många detaljer på kort tid. Processen används för många olika produkter som leksaker, hushållsartiklar, delar till medicinteknik och fordon.
1. Plastgranulat torkas och läggs i ett tråg på formsprutan.
2. Plasten smälts och en skruv matar plastsmältan framåt.
3. Den smälta plasten sprutas in i en varm form
4. Formen kyls och den sprutade detaljen stelnar
5. När plasten stelnat tillräckligt öppnas formen och detaljen stöts eller plockas ut.
En plastdetalj som kan tillverkas genom formsprutning behöver en form; ett formverktyg. Verktyget består av två halvor som är stängda när den smälta plasten sprutas in. Efter avkylning öppnas formen och plastdetaljen stöts ut. Även komplexa detaljer kan massproduceras till en låg kostnad.
Kostnaden beror på flera faktorer. Bland annat plastmaterialet och detaljens (och därmed formens) storlek och komplexitet. Den stora kostnaden är oftast själva formverktyget men ju fler detaljer man producerar desto mer sjunker den relativa kostnaden per detalj då kostnaden för formen fördelas på antalet producerade delar.