


In a series of two articles, AMB will briefly explain the methodology applied for the setup of injection moulding processes used within the company. The methodology is based on best practice within advanced moulding companies today.
What is Scientific Injection Moulding? An introduction.
Injection molding is the most common technique for mass production of complex shaped products that require accurate dimensions. The traditional methodology to set up the injection moulding process for a particular product is often based on previous experience. However, with ever increasing demands on productivity and repeatability, there is a need for a structured process methodology based on facts. This methodology is often referred to as Scientific Injection Moulding (SIM).
From a strict physical point of view, there are only a handful of parameters actually influencing the behavior of the plastic material in the injection moulding tool cavity. Due to the development of injection moulding machines with very powerful control systems, there are vast opportunities for process control and surveillance. However, it is very easy to get lost among the 30-40 main machine process parameters, instead of focusing on a few basic parameters.
Scientific Injection Moulding which is a step-by-step methodology do not always solve each individual problem that may come with any plastic material or geometry. But if applied correctly it offers a big help in making the correct decisions when defining the process conditions.
The injection moulding process cycle basically consist of the following phases:
- Closing of the mould
- Cavity filling
- Packing
- Cooling and recovery
- Mould opening and demoulding
From a part quality and cost perspective, filling, packing and cooling are the main phases to work with.
The following sections describe a well-established and accepted procedure to develop and document the setup of a moulding process according to scientific principles. The steps can easily be translated into comprehensive templates for implementation and acceptance on the shop floor.
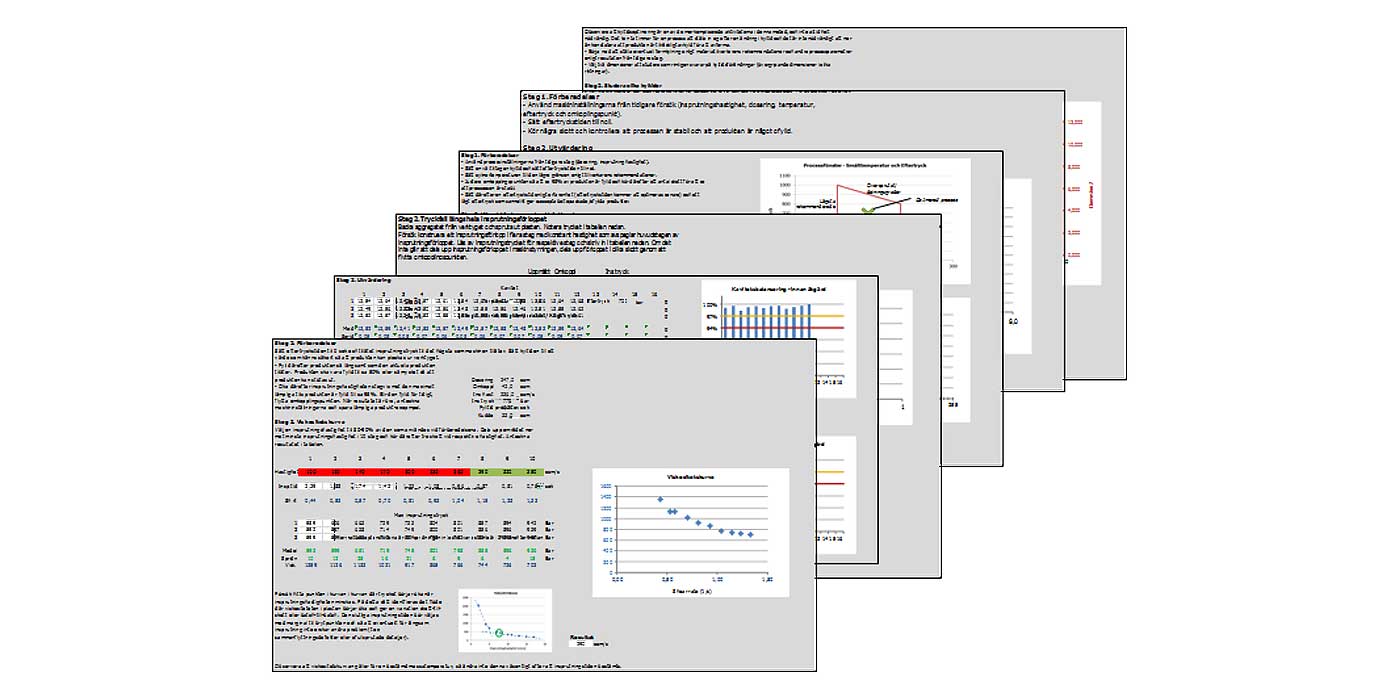
Figure 1. Templates for SIM used at AMB.
The 6 steps we will go through are:
- Filling the cavity – Viscosity curve
- Cavity balancing
- Available injection pressure – Pressure drop
- Process window
- Holding pressure time – Gate seal study
- Fine-tuning – Cooling study
Let’s go …
1. Filling the cavity – Viscosity study
Polymer melts are non-Newtonian fluids, meaning that they get more fluid the more the melt is subjected to shear. This shear-thinning aspect is something to consider when choosing how fast to fill the cavity and therefore the main purpose of the first step is to find out at what shear rate the viscosity change flattens out. See example in figure 2 below.
It is important to separate the filling and the packing phases of the moulding process, a practice known as “decoupled moulding”. The viscosity of the plastic is highly affected by its flow-rate and therefore it is important that the filling phase is controlled by its flow, i.e., injection rate. As the packing phase is highly dependent on the pressure into the cavity when the flow of plastic into the mould is very low, the packing phase should be controlled by the injection unit pressure. Hence the terminology from that the injection phase should be decoupled from the packing phase.
The switchover-point in the machine between filling and packing is defined as the screw position when a fixed volume of plastic, corresponding to approximately 95-98% of the final weight of the part, has been injected into the mould. The remaining few percent act as a buffer for screw momentum and variations in the plastic material batch properties over time.
Viscosity curve

Figure 2. An example of a viscosity study showing the relation between injection rate (shear rate in 1/s) and relative viscosity.
2. Cavity balancing
In the case of a multi-cavity tool, it is crucial to balance out any differences in how the cavities are filled. Heterogenic filling will cause different properties of the finished plastic part and will also challenge the venting of the tool when some cavities are filled at a higher rate than intended compared to if all were balanced.
A good cure for an unbalanced tool is the one we just have talked about, i.e., finding a filling rate high enough to minimize the viscosity dependence of flow. Too slow injection rate may cause the viscosity to vary between cycles with a direct impact on the cavity balancing. Especially if there is a variation from shot to shot of which cavity fills first, the solution is often to increase the injection rate.
The goal is to get within a 5% range in weight difference for commodity parts and 3% range for more critical parts. If an increased injection rate not is enough to balance the cavities, changing nozzle temperature and cooling circuit optimization are standard procedures which are low-effort approaches that normally give good results. Further activities involve for example the verification of gate dimensions and how heaters and thermocouples are installed compared to specification.
Cavity balance
Figure 3. Study of the difference in filling (in %) between the cavities in a 12-cavity mould.
3. Available injection pressure – Pressure drop
The injection moulding machine to be used for the actual part and tool has a specified maximum injection pressure. This available pressure must be budgeted to cover all the possible losses along the flow path starting from the barrel. A process exceeding the available pressure of the machine, i.e., a pressure limited process, will result in inconsistent quality parts as the machine will not be able to maintain the desired injection rate. In particular if high performance high temperature materials are used this is a very important step of the process setup.
Avoiding a pressure limited process starts already during the Design For Manufacturing (DFM) phase of the design of a new part. One of the most important results from a moulding simulation study is the pressure drop within the cavity, which should never exceed 100 MPa (1000 bars) of filling pressure, see example in figure 4 below.

Figure 4. Filling pressure within a cavity as a result from a mould simulation study.
When finally conducting real tests with the tool installed in the machine, the nozzle, the runner, the gate and finally stepwise increased proportions of the part are consecutively filled with no pressure limitation activated on the machine. We do now obtain a pressure drop curve. If part and mould designs are correct, there is a comfortable margin between the required pressure and the available machine pressure. If not, the melt temperature must be raised and potentially there might also be a need for mould and/or part design changes.
Pressure drop during filling
Figure 5. Result from a pressure drop study on a particular mould.
Y-axis: Pressure (bar). X-axis: Weight of shot (g).
Summary – Part 1
In these three described initial steps of the Scientific Injection Moulding methodology we have gone through the basics of how to fill the cavities with the polymer melt. In the next part of this article we will see how to establish a process window with regards to melt temperature and packing pressure and what time we need for the packing and cooling phases in order to obtain a baseline for a stable process producing good quality parts.